

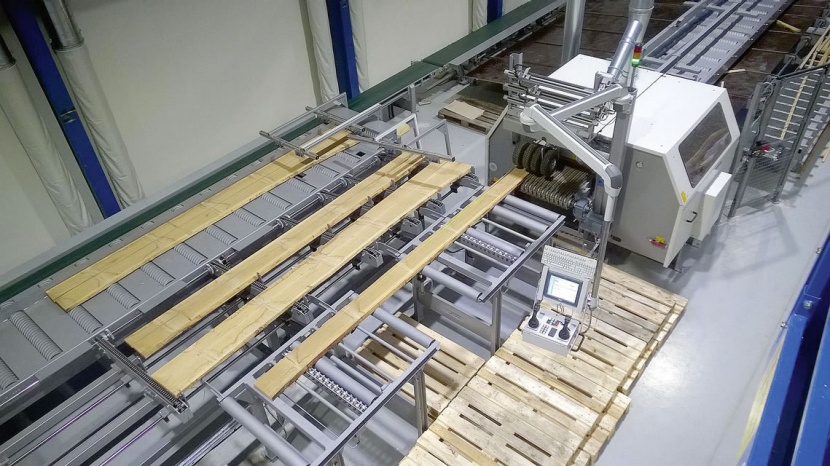
Massivholzdielen-Fertigung: Blick über die Vakuumentstapelung, Wendeeinrichtung und Untertischkappsäge © Paul Maschinenfabrik
Die Passion von Dinesen ist die Herstellung edler Massivholzfußböden, die in der ganzen Welt höchstes Ansehen genießen. Eine Stärke des dänischen Spezialisten ist die Produktion langer und breiter Dielen. Die Fertigung erinnert dabei eher an eine Art Atelier oder eine Manufaktur als an eine industrielle Fußbodenproduktion. Es beginnt bereits bei der sorgsamen Auswahl der Rohhölzer im Wald. Natürlich vorkommende Fehlstellen im Holz reparieren die Mitarbeiter aufwendig, um am Ende ein einzigartiges Produkt anbieten zu können.
Hoher Qualitätsanspruch
Laserlinien zeigen die Positionen der Sägeblätter, Kettenbetten garantieren die exakte Führung der bis zu 7 m langen Werkstücke durch die Maschine © Paul Maschinenfabrik
In Zusammenarbeit mit dem dänischen Projektierer Nicholaisen erarbeiteten die Verantwortlichen bei Dinesen ein Konzept, um die ohnehin schon moderne Produktion von Eichenholzfußböden zu optimieren. Der Qualitätsanspruch stand dabei zu jeder Zeit im Fokus. Ziel war es ausdrücklich, keine vollautomatische Produktionsstraße zu realisieren – vielmehr sollte der Mitarbeiter, der das Holz „lesen“ kann, bestmöglich bei seiner anspruchsvollen Arbeit unterstützt werden. Dieses Konzept maschinenbautechnisch umzusetzen, war Aufgabe der Paul Maschinenfabrik, Dürmentingen/DE. Dabei kamen beide Marken, Paul und Reinhardt, zum Einsatz.
Die automatische Vakuumentstapelung vereinzelt das getrocknete Schnittholz und führt es dem Prozess zu. Der Bediener kann jedes Brett bei Bedarf wenden und mithilfe einer manuellen Untertischkappsäge je nach Einschätzung Trimmschnitte oder Krümmungskappschnitte vornehmen.
Im nächsten Fertigungsschritt gelangen die Dielen zur Auftrennkreissäge des Typs K34V/1000, die Paul eigens für diese Anwendung abgestimmt hat. Die bis zu 7 m langen Dielen müssen bei der Bearbeitung so exakt wie möglich geführt werden. Diese Aufgabe übernehmen zwei Kettenbetten. Die beweglichen Sägeblätter positioniert der Anwender entweder über einen Joystick oder die Steuerung über eine vorprogrammierte Stückliste. Die in der Praxis vielfach bewährte Steuerung Maxirip mit Internetanbindung leistet hervorragende Dienste. Besonders erwähnenswert sind die ausgefeilte Leitrechneranbindung und die damit verbundene statistische Auswertung der Teile. Die Anlage erfasst Länge, Breite, Dicke und Qualität der Werkstücke automatisch und hinterlegt die Maße in einer Datenbank. So weiß Dinesen zu jeder Zeit, welches Material vorrätig ist. Damit lassen sich Aufträge, die häufig sehr individuell und kundenspezifisch sind, schnell und planbar bearbeiten.
Da getrocknete Massivholzdielen, bedingt durch den Maschinenvorschub, beim Auftrennen brechen können, galt es auch hier, eine geeignete Lösung zu finden. Deshalb kam ein Kettenvorschubsystem in Kombination mit PU-beschichteten Oberwalzen zum Einsatz.
Zwei Sägen für Spannungsfreiheit

CNC-Kappanlage des Typs SlimLine mit automatischem Schiebevorschub für besonders exakte Kappergebnisse © Paul Maschinenfabrik
Die Brettware wird zunächst in der ersten Kreissäge einseitig besäumt und – wenn nötig – mittig aufgetrennt. Auf diese Weise können sich Eigenspannungen im Werkstück lösen. Die zweite Auftrennkreissäge des Typs K34V/1000 besäumt es auf Maß und trennt ebenfalls nach Bedarf auf. Diese Vorgehensweise gewährleistet hohe Präzision und Qualität. Eine Trennvorrichtung schleust die entstehenden Spreißel jeweils automatisch aus dem Prozess aus.
Im nächsten Arbeitsgang werden die aufgetrennten Dielen gehobelt und in einer Reinhardt-Optimierungskappsäge des Typs SlimLine gekürzt. Hier hat ein Bediener die Möglichkeit, mittels Kreide in das Optimierungsergebnis einzugreifen. Abschließend sortiert die Anlage die fertige Ware entweder nach Länge und Breite oder übergibt sie einem vollautomatischen Lagersystem.
„Diese Anlage wurde auf die besonderen Anforderungen von Dinesen zugeschnitten“, betont Paul-Vertriebsleiter Manfred Buck. Die Mitarbeiter werden wesentlich entlastet und die Leistung lässt sich deutlich erhöhen. Hinsichtlich Qualität und individueller Werkstückanalyse müsse Dinesen keinerlei Abstriche gegenüber der bisherigen Fertigung machen, ist man bei Paul überzeugt.



