

Mit der neuen Polypress von Ledinek kann Moser Holzbau beliebig gekrümmtes BSH herstellen © Moser Holzbau
Automatische Formgebung

Nach der Beleimung der Lamellen transportiert ein anhebbarer Querkettenförderer die Bretter in das Pressbett © Moser Holzbau
Modular erweiterbare Presse

Die Positionierung des Lamellenpaketes in der Presse erfolgt je nach Form des Binders. Nach der Ausrichtung fahren die Formböcke (Pfeile) auf Position © Moser Holzbau
Auf der Suche nach Abhilfe

Das Verpressen startet in der Mitte des Leimbinders. Beim Schließen der Pressböcke richtet eine Traverse die Lamellen einheitlich in der Höhe aus © Moser Holzbau
Schnell zum gebogenen Binder

Das fertig eingespannte BSH: Nach dem Öffnen der Presse hebt ein Mitarbeiter das Bauteil mit einem Kran aus der Anlage © Moser Holzbau
Zudem montierte man auf das Portal der Anlage einen Roboter, der bei der Bearbeitung der Bauteile neue Möglichkeiten eröffnete. „In Zukunft werden wir damit ein neues Produkt fertigen“, erklärt Moser, ohne näher darauf einzugehen.
3D-Simulation vor Produktion
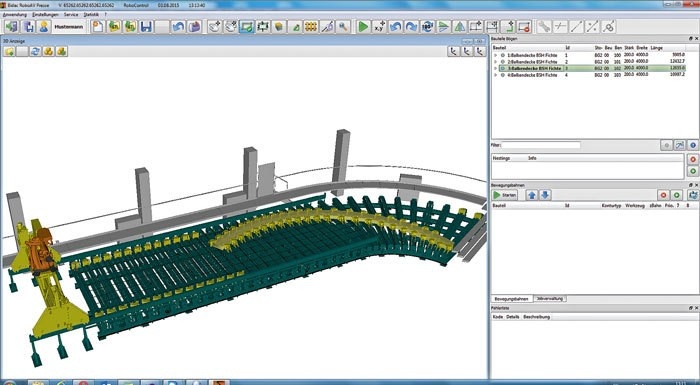
Die Bidac-Software simuliert die Produktion mittels 3D-Modells und zeigt dem Mitarbeiter die Position des Lamellenpaketes © Bidac
Ein Mitarbeiter spielt Daten des Planungsprogramms Sema ein. Anschließend startet eine 3D Simulation der Produktion mit mehreren Ansichten. Dabei zeigt das System die Lage des Lamellenpaketes sowie die angesteuerten Form- und Spannböcke an. Das Programm erkennt, wenn ein Bockpaar nicht vollflächig an einer Lamelle aufliegt. In so einem Fall ändert die Software die Position des Paketes oder berechnet die Lamellen etwas länger. Dies ist notwendig, da ansonsten die Böcke Schaden nehmen könnten. Nach Abschluss der Simulation erhält der Bediener eine fertige Rohholzliste. Die Software steuert anschließend die Beleimung, die Beschickung sowie den Pressvorgang.

Hersteller und Kunde sind mit der Polypress zufrieden: Branko Mlinaric (li.) von Ledinek und Geschäftsführer Georg Moser vor dem Portal mit Roboter © Lorenz Pfungen
Moser Holzbau
Gründung: 1963Standort: Taisten-Welsberg/IT
Geschäftsführer: Alois und Georg Moser
Mitarbeiter: 28
Leistungen: BSH, BSP, Zimmerei, Lohnabbund, Holzhäuser, Holzkonstruktionen
Ledinek
Gründung: 1967Standort: Ho?e bei Maribor/Sl
Geschäftsführer: Gregor und Pavel Ledinek
Produkte: Hobelanlagen, Keilzinkenanlagen, komplette KVH-/BSH-/BSP- Fertigungslösungen; Maschinen, Mechanisierung und Steuerungssoftware
Bidac
Gründung: 1997Standort: Kaltern / IT
Geschäftsführer: Bernhard Hofer
Mitarbeiter: 8
Produkte und Dienstleistungen: innovative PC-basierte Automationslösungen, Leitrechnersteuerungen, Roboterbearbeitungszentren, Mess- und Bildverarbeitungssysteme, Softwareentwicklung, System-Engineering


