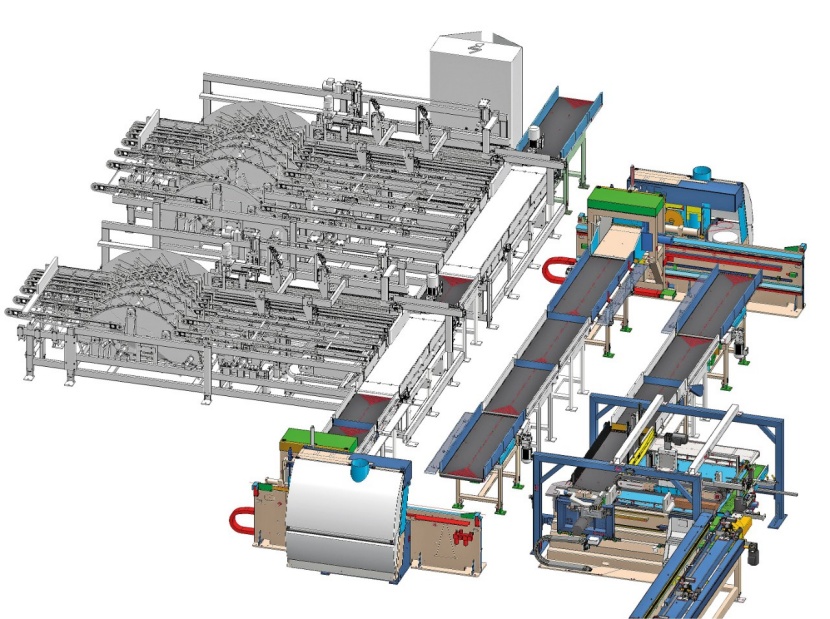
Vielfach bewährt: schematische Darstellung der Keilzinkenanlage Turbo S 3000 von Weinig Grecon © Weinig
Der Kunde, für den die Weinig-Gruppe eine Brettsperrholz-Linie liefern wird, ist schon seit Jahrzehnten im Sägewerksbereich tätig. Er möchte mit der Investition die Wertschöpfung im eigenen Haus erhöhen. „In vielen gemeinsamen Gesprächen und Besuchen bei Referenzkunden hat der Kunde die Vorteile und Zukunftsfähigkeit des Produktes BSP und die Leistungsfähigkeit von Weinig für sich erkannt und das Projekt im Juli vergeben“, sagt Sebastian Marschner, der 2024 die Leitung bei Vertrieb Weinig System Solutions übernimmt. Es handelt sich um eine BSP-Anlage mit sehr hoher Flexibilität. Es lassen sich kürzeste Holzeingangslängen verarbeiten. Zudem gibt es die Möglichkeit, unterschiedliche BSP-Qualitäten (Wohnsicht, Industriesicht und -nichtsicht) flexibel und auftragsbezogen herzustellen. Diese Rahmenbedingungen erforderten eine vorgeschaltete Gütesortierung. So können neben der Festigkeitsbestimmung auch die Qualitätssortierung und die sortenreine Abstapelung sowie die Einlagerung durchgeführt werden.
„Das Projekt umfasst bewährte Anlagenkomponenten, die auch bei anderen, von Weinig realisierten Projekten zum Einsatz kommen. Weiters haben wir auf den Kundenwunsch reagiert, Holzlängen ab 300 mm verarbeiten zu können. Dafür integrieren wir die Keilzinkenanlage Turbo S 3000 aus dem Hause Weinig Grecon“, erläutert Marschner.
Die Turbo S 3000 ist mit einer zweisträngigen, automatischen Paketierung und einer Durchlaufpresse ausgestattet. Sie erzeugt bei diesem Projekt sowohl die Längs- als auch die Querlagenlamellen.
Die Verarbeitung von Kurzholzlängen mit 300 mm resultiert für den Kunden in einer deutlich höheren Holzausbeute im Vergleich zu anderen Keilzinkenlinien. „Auch in diesem Projekt haben wir die Weinig-Philosophie der fugenverleimten Einschichtplatten als Basis für die BSP-Fertigung einfließen lassen. Die verbesserte Prozesssicherheit und die Qualität des Endproduktes haben den Kunden für diese Technologie begeistert“, sagt Marschner. Die Einschichtplatten werden in einem Flächenlager zwischengepuffert und auftragsbezogen der Flächenpresse PPX von Weinig Dimter zugeführt und zu BSP-Mutterplatten verpresst. Die Größe beträgt 16200 mal 3600 mal 400 mm.
„Wir konnten den Kunden mit der hohen Pressqualität, die unter anderem durch die engmaschig angelegten Pressstempel erreicht wird, überzeugen“, freut man sich bei Weinig.
Kombinationsanlagen sind gefragt

Im April übernahm die Weinig-Gruppe die Mehrheitsanteile von H.I.T. Maschinenbau. Damit will man vor allem die Kompetenzen im Projektgeschäft stärken. Im Bild die Lignopress von H.I.T. © Weinig
Nachdem sich BSP immer weiter auf den internationalen Märkten ausbreitet, wird Weinig häufig mit der Anforderung nach Hybridlösungen und damit auch mit Kombinationsanlagen für BSP und BSH konfrontiert.
Durch die Beteiligung von Weinig an dem seit Jahrzehnten im Markt tätigen Anlagenbauer H.I.T. Maschinenbau, Ettringen/DE, ist die Weinig-Gruppe laut eigenen Angaben nun noch besser in der Lage, diese Hybridsysteme optimal zu bearbeiten und aus einer Hand anzubieten. Wichtige Kernstücke sind dabei die BSH-Pressen des Typs Picopress für kleine bis mittlere Leistungen beziehungsweise die Lignopress für mittlere und große Leistungen. Beide Pressentypen bestechen mit sehr kurzen Zykluszeiten und sind daher bestens für die derzeit zugelassenen Leimsysteme geeignet. Die kurzen Zyklen entstehen durch modular aufgebaute, quer verfahrbare Presskammern, in welche die Pressenchargen gleichzeitig ein- und ausfahren können. Ein wichtiger Vorteil ist auch die hohe Flexibilität, mit der die Presse für kommissionsbezogene Fertigung bis hin zur Losgröße 1 einsetzbar ist. Die Anordnung mehrerer Lamellen nebeneinander ist ebenfalls möglich, um daraus eine Blockverleimung herzustellen. Außerdem lassen sich mehrere Pressenchargen in einer Pressenfüllung zusammenfassen.

Auf der diesjährigen Ligna im Mai gab die Weinig-Gruppe bekannt, sich mit 50 % am italienischen Anlagenbauer Essetre zu beteiligen. Damit kann Weinig nun komplette BSH- und BSP-Projekte inklusive des Abbunds aus einer Hand anbieten – im Bild eine Essetre-Anlage © Weinig
Weitere Beteiligung
Die Weinig-Gruppe hat auf der Ligna 2023 eine weitere Kooperation bekannt gegeben. Dabei handelt es sich um die Beteiligung an Essetre, dem international renommierten, italienischen Hersteller von Anlagen für den Stangen- und Flächenabbund. „In der so erweiterten Weinig-Gruppe sind wir nun in der Lage, BSP-, BSH- sowie Kombinationslösungen und auch den anschließenden Abbund aus einer Hand anzubieten und zu implementieren“, bekräftigt Marschner. „Die Entscheidung, einen Schwerpunkt im Bereich Holzbau zu legen, hat sich als absolut richtig erwiesen und wurde somit konsequent komplettiert.“
Aktuelle Themen und die Zukunft
„In den Gesprächen mit unseren Kunden und auch aus den einschlägigen Medien werden wir immer wieder mit den Themen Holzausnutzung, Ressourceneffizienz und Ausbeuteoptimierung konfrontiert. Für die Weinig-Gruppe ist das kein Neuland“, führt Marschner aus. „Vor über zehn Jahren haben wir in einem unserer ersten BSP-Projekte bereits begonnen, Fenster- und Türausschnitte bei der Fertigung der einzelnen Lagen durch längenoptimierten Zuschnitt zu berücksichtigen. Des Weiteren beschäftigen wir uns auch damit, Fenster- und Türausschnitte recyclen zu können.“ Die Ausschnitte sollen also so aufbereitet werden, dass man diese wieder in den normalen Fertigungsprozess einschleusen kann, um daraus beispielsweise Lamellen für Mittellagen oder für NSi-Qualitäten zu erzeugen. Dies wurde übrigens schon von Weinig bei einem der größten, österreichischen BSP-Hersteller umgesetzt.
„Materialeinsparung beginnt bei uns nicht erst in der Weiterverarbeitung, sondern beginnt schon im Sägewerk mit dem Einschnitt der sägerauen Vorprodukte. Derzeit arbeiten wir mit namhaften Kunden verschiedene Konzepte aus, bei denen konische und/oder profilierte Bretter zum Einsatz kommen. Diese werden in der BSP- und/oder BSH-Fertigung verwendet, was zu signifikanten Materialeinsparungen im mittleren zweistelligen Bereich führen kann“, verdeutlicht Marschner.
Bei der Weinig-Hobeltechnik ist die bewährte „Woodsave-Technik“ zu erwähnen. Bei dieser werden die eingehenden Werkstücke im Vorhobel nur so weit kalibriert, dass die Übermaße reduziert und ausreichende Referenzflächen für die nachgeschalteten Fertigungsprozesse (zum Beispiel Keilzinken) geschaffen werden. Dieser Prozess ermöglicht dem Kunden, die Einschnittmaße schon im vorgeschalteten Sägewerk zu optimieren und bietet ein gewaltiges Einsparpotenzial.
„In unseren kontinuierlichen Fugenverleimpressen des Typs PPC ist es state-of-the-art, dass – unabhängig von der eingehenden Lamellenbreite – jegliche geforderte Lagendimension erzeugen zu können, ohne dass dazu im vorgeschalteten Fertigungsprozess angepasste Lamellenbreiten erzeugt werden müssen, die in Summe die gewünschte Plattenbreite und/oder -länge ergeben. Dies ermöglicht uns, schon im Vorfeld Hobelverluste zu minimieren und auch die Lamellenvorsortierung zu optimieren. Erreicht wird das durch die Säge im Pressenauslauf, mit der wir sehr flexibel jegliches gefordertes Einschichtplattenmaß erzeugen können“, sagt Marschner abschließend.



