

Alles im Blick: Stefan und Hannes Theurl (v. li.) begutachten ihre jüngste Investition - die Profilier-Spanerlinie von Linck © Theurl
„Bei der Planung zum Ausbau der Sägelinie bei Theurl Holz wurde größter Wert darauf gelegt, das Rundholz mit den aktuellsten technischen Möglichkeiten des Maschinenbaus und der Elektronik wirtschaftlich einzuschneiden“, erklärt Martin Huber. Er war bei Linck für das Projekt bei Theurl verantwortlich. Für eine maximale und effiziente Ausbeute sind laut Linck mehrere Faktoren verantwortlich. Dazu zählen etwa 3D-Messungen von Rundholz, Model und Kantlingen, ein Rundholz-Optimierungsprogramm, eine automatische Stammeindrehung, Eckenfräser für ausrissfreie Seitenware und eine automatische Vorschubgeschwindigkeitsregelung samt automatischer Lückenregelung.
Haupt- und Seitenware optimieren

Kommandozentrale: Ein Mitarbeiter überwacht die Linck-Linie mittels 20 Bildschirmen © Theurl
Das Einzugssystem dreht über zwei Walzenpaare das Rundholz exakt auf die zuvor errechnete Position und führt es mittels Zentrierwalzen mittig dem ersten Profilspaner VM 45 mit zwei 160 kW starken Motoren zu. Dessen Werkzeuge sind bereits entsprechend dem Schnittbild positioniert. Um die Einstellung möglichst rasch vornehmen zu können, sind die Werkzeugachsen mit hydraulischen Servozylindern ausgestattet. Die servohydraulische Achsenverstellung gilt für sämtliche Werkzeug- und Positionierachsen in der Linie.
Im ersten Spaner ergeben sich durch den Zerspanungsvorgang Hackschnitzel, die in Form und Größe ideal für die Weiterverarbeitung in der Zelluloseindustrie seien, informiert Linck. Als Hauptprodukt liegt nach dem VM 45 ein Model vor.
Erneute Vermessung
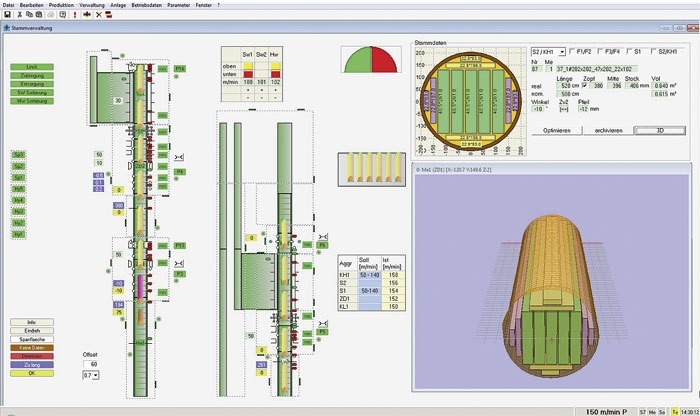
Das Linck-Programm errechnet anhand der 3D-Messwerte eine wertoptimierte Einschnittvariante für Haupt- und Seitenware © Linck
Ausrissfreie Seitenware
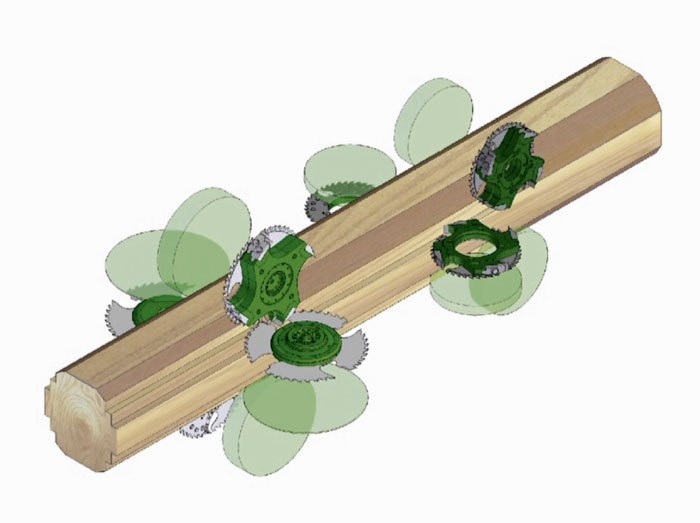
Für eine hohe Ausbeute durch Seitenwarenoptimierung: Die Werkzeuge der Profilieraggregate sind servohydraulisch unabhängig voneinander positionierbar © Linck
Der Kantling wird erneut dreidimensional vermessen und reoptimiert. Nach einer 90°-Drehung gelangt er in die nächste Maschinengruppe mit zwei Profilieraggregaten VPF 340 und VPK 340 sowie einer Doppelwellenkreissäge CSMK 325-A1/B1. Die Fräser erzeugen erneut bis zu zwei Seitenbretter je Seite. In der folgenden Nachschnittsäge CSMK 325-A1/B1 wird in einem Arbeitsgang die Hauptware auf- und die Seitenware abgetrennt. Diese gelangt ebenfalls in das Seitenwaren-Sortierwerk, während die Hauptware in ein eigenes Sortierwerk kommt.
Die über 150 t schwere Linck-Linie ist auf einen Einschnitt von 350.000 fm/J ausgelegt. Gesägt werden Stämme bis 55 cm Zopfdurchmesser. Für stärkeres Holz steht eine Blockbandsäge zur Verfügung.
„Die gesamte Anlage ist mit aufwändiger Sicherheitstechnik nach den Forderungen der Maschinenrichtlinie ausgestattet“, erklärt der Linck-Projektleiter. Eine wesentliche Komponente seien die Schutzzäune, die Gefahrenbereiche großflächig sichern.
Volloptimierung

Nach der Kantholzmessung und der Reoptimierung der Seitenware wird das Kantholz mit der Drehvorrichtung DV 70 um 90° gedreht © Theurl
„Der hierfür erforderliche Rechenaufwand ist enorm und kann nur von aktueller, leistungsfähiger Hardware und optimierten Rechenalgorithmen umgesetzt werden“, erklärt Huber abschließend.



