
CNC-Abbundanlagen laufen beim französischen Holzbauunternehmen Simonin, Montlebon, seit 15 Jahren. Eine besorgt den Zuschnitt der Dämmpaneele „Sapisol“, eine andere erledigt rund um die Uhr den Abbund von Massivholzelementen. Allein schon aus Auslastungsgründen stand die Entscheidung für eine Neuinvestition im Raum. Diesmal aber mit einer ganz besonderen Anlage. Das hat mit einer Technologie zu tun, die das 115-Mitarbeiter-Holzbauunternehmen in Zusammenarbeit mit einem Schweizer Chemieunternehmen entwickelt hat: Resix. Dieses Verfahren ermöglicht nicht weniger, als BSH-Trägerteile auf der Baustelle zusammenzufügen. Doch vorher muss exakt abgebunden werden.
Kleben und Verschrauben brauchen Präzision

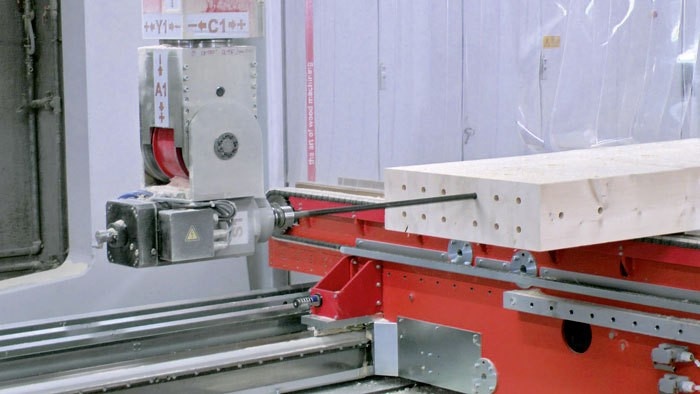
Die Technowood-Abbundanlage bei Simonin © nvbcom
Simonins ältere Abbundanlagen nehmen es nur mit geraden Balken mittlerer Größe auf. Gewölbte Elemente waren nicht bearbeitbar. Hinzu kommt, dass Resix-Verbindungen eine exakte, oft meterlange Bohrung brauchen. Diese wird auf allen Bauteilseiten von weiteren Bohrungen flankiert, wo durch die Harzmasse einfließt. Soll das Werkstück umgedreht werden, um an die Unterseite heranzukommen, erfolgte das bisher auf Kosten der Präzision – das war nicht akzeptabel. Ende 2011 hat Technowood, Wildhaus/CH, nun die Lösung für die Probleme geliefert. „An Grenzen ist das Resix-Konzept nur durch die begrenzten Möglichkeiten der am Markt verfügbaren Bearbeitungsmaschinen gestoßen“, erklärt Geschäftsführer Urs Steinmann. Auch großformatige und gewölbte Bauteile werden auf der neuen „TW-Mill“ abgebunden. „Diese Aufgabe war wie geschaffen für uns. Technowood ist darauf spezialisiert, Anlagen zu entwickeln, die es noch gar nicht gibt“, erzählt Steinmann im Rückblick.
Fünf Wagen – auf Wunsch erweiterbar

Das Kreissägeblatt besitzt einen Durchmesser von 1?m - im Hintergrund ist das zweite oben liegende Fünfachs-Aggregat mit einer Fräse bestückt © nvbcom
Bei den Bauarbeiten für die neue Halle erwies sich der Aushub einer 5 m tiefen und 35 m2 großen Grube als Herausforderung. Die Täler der Hochebenen des Juragebirges sind karstig und der Grundwasserspiegel ist hoch. Damit schaffte man aber Raum für den Werkzeugträger, der die Teile von unten bearbeitet, und Platz für den fachgerechte Restholz-Abtransport.
Mit fünfeinhalb Metern Bearbeitungsbreite schöpft das Portal den Spielraum aus, den die Verkehrsverordnungen setzen. Die Verarbeitungshöhe ist ebenfalls so angelegt, dass gewölbte Elemente bis 1,2 m problemlos bewältigt werden. Sogar die Bearbeitung der immer beliebteren doppelt gewölbten Balkenelemente ist möglich.
Ein synchronisiertes Werkzeugballett
Meterlange Bohrungen mit höchster Präzision © nvbcom
Im Prinzip (auch) eine Riesen-Drechselbank
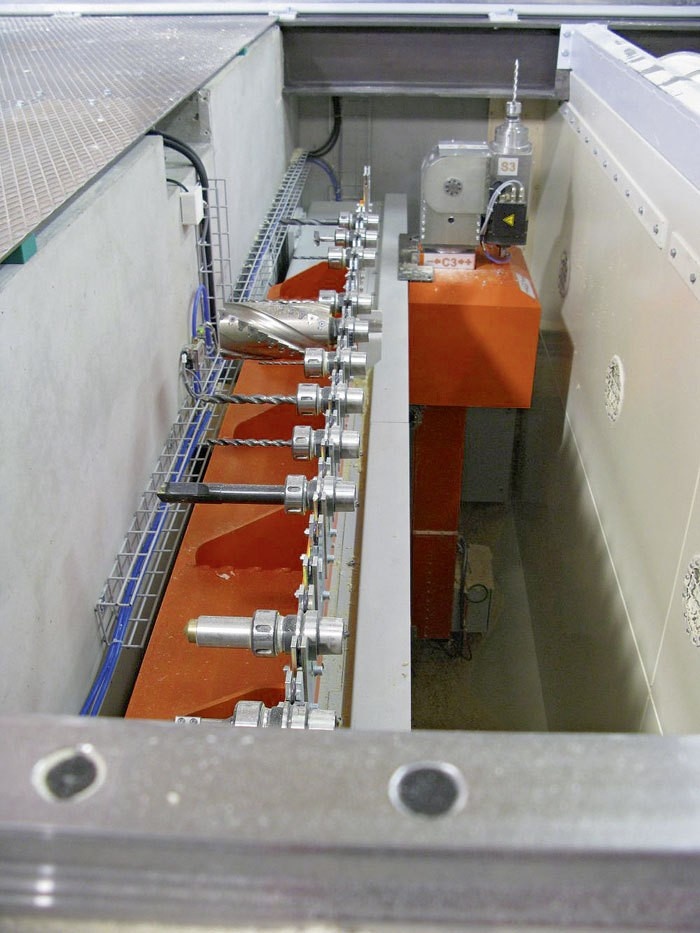
Werkzeugwechsler unter der Anlage fasst 15 Bearbeitungswerkzeuge © nvbcom
„Zuschneiden, Fräsen, Bohren, Schleifen – Grenzen kennt das Portal kaum. Es kommt aber immer auf das Können des Portalbetreibers an, sei es, um die Werkzeuge zu schonen oder die Arbeitsvorgänge zu beschleunigen“, beschreibt Steinmann. „Bearbeitungsportale bekommt man erst nach und nach in den Griff. Brauchen wird für die Verarbeitung eines gegebenen Balkens heute, nach wenigen Monaten in Betrieb, noch eine gewisse Zeit, kann man davon ausgehen, dass sich diese Dauer im Laufe der nächsten Jahre allein durch die optimale Programmierung halbiert – und zwar bei gleichbleibender Qualität“, sagt Simonins Produktionsleiter Sébastien Verneret. Vorerst wird das Portal in erster Linie für BSH-Elemente eingesetzt. Mittelfristig eröffnet sich für Simonin die in Frankreich recht einmalige Gelegenheit, Konzepte zu entwickeln, die den Holzrahmenbau mit dem Holzstapelbau verbinden. Das Holzbauunternehmen hat das bereits bei 29 Häusern bewiesen, die nach Tahiti geliefert wurden. Das Bearbeitungsportal von Technowood ermöglicht es, Massivholzwände oder Decken effizient und bei hoher Vorfertigung mit Holzrahmen zu verbinden.
Bis hin zu Stapelholz
Das Know-how von Technowood über die Holzbearbeitung kommt nicht von ungefähr. So hat man etwa für den Zürcher Fensterbauer FFA eine raumsparende Profilbearbeitungsanlage entwickelt, welche die Raumhöhe optimal ausnutzt (Produktname: TW-EasyWinWood). Eine weitere Kompetenz des Unternehmens sind Brettstapelelement-Anlagen, die ohne Leim arbeiten (TWoods-Line). Die Wandelemente werden aus ungehobeltem Schnittholz nagel- und klebstofflos verdübelt, sodass die Unebenheiten dämmwirksame Luftschichten bilden. Bei der Beplankung bleiben die geplanten Öffnungen von vornhe-rein ausgespart. Bei Brettstapelholz setzt Technowood bewusst auf eine möglichst nachhaltige Produktion.Dank Modulbau nur zwölf Mann
Kaum zu glauben, dass Technowood nur zwölf Mitarbeiter hat. Wie schaffen es ein Dutzend Schweizer, auf so verschiedenen Maschinenmärkten Erfolg zu haben? „Unser Kerngedanke ist der modulare Ansatz, welcher verhindert, dass wir jedes Mal das Rad neu erfinden müssen“, schildert Steinmann. Ob Fensterprofile, Wandelemente oder bei Simonins BSH-Balken – in jedem Fall beruht der Bearbeitungsprozess auf wiederkehrenden Merkmalen. Diese lauten: zuverlässige Greifsysteme, bewegliche, exakte und stabile Werkzeugträger, praktisch und schnell operierende Werkzeugwechsler und natürlich eine robuste Mechanik. „Basis von all dem ist die präzise Kenntnis der Holzverarbeitungsprozesse.“Hinzu kommt die langjährige Erfahrung mit CNC-Steuerungen: „Im Vergleich zum Wettbewerb zeichnet sich Technowood durch seine Spezialisierung auf die Massivholzverarbeitung aus. Die Entwicklung ist bei uns von der CNC-Steuerung ausgegangen“, erklärt Steinmann, der Gründer und Geschäftsführer von Technowood.


