

Hochwertige Verpackung: Rund 65.000 Stück Aufsetzrahmen fertigt Holliger jährlich - für die Verleimung der Bretter wurde die neue Verleimpresse angeschafft © DI (FH) Martina Nöstler

Zufriedener Kunde: Kurt Holliger (Unternehmensleiter) mit DI (FH) Florian Tröbersberger, Dimter-Produktmanager für Verleimpressen (v. li.) © DI (FH) Martina Nöstler
Hoher Automatisierungsgrad

Zwei Zuführungen gibt es für die getrockneten und gehobelten Lamellen: vorne für Fichte (vorne), hinten für Buche (hinten) © DI (FH) Martina Nöstler
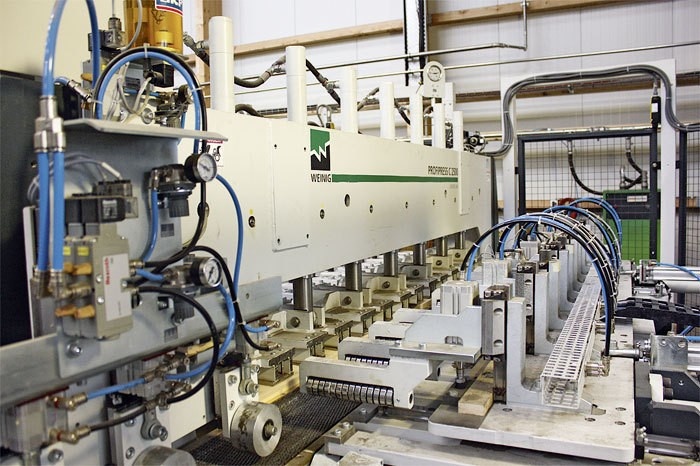
Die ProfiPress?C?2500 von Dimter wird mit den PU-beleimten Lamellen automatisch beschickt © DI (FH) Martina Nöstler
Kontinuierliche Presse hat sich bewährt

Nach der Verleimung in nur sechs Minuten kommen die fertigen Seitenteile auf der anderen Seite heraus © DI (FH) Martina Nöstler
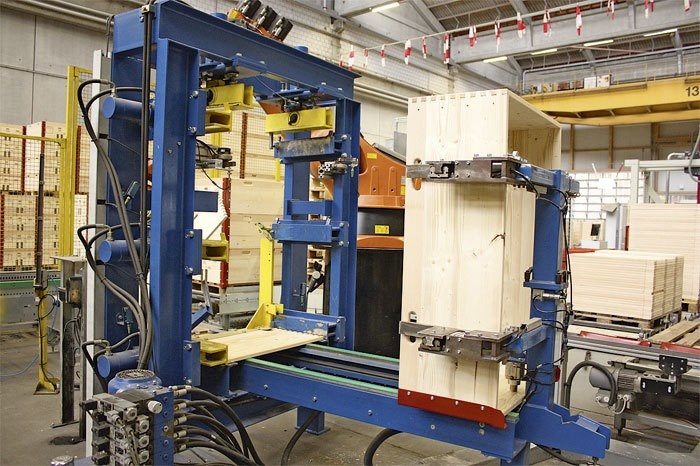
Wie von Zauberhand: Zwei Roboter setzten die Einzelteile vollautomatisch zu fertigen Aufsteckrahmen zusammen © DI (FH) Martina Nöstler
Eine Schervorrichtung vereinzelt die Platten hinter der Presse. Im Anschluss geht es durch eine Hobelmaschine sowie eine Spezialmaschine, welche die Griffe bohrt sowie Fingerzinken fräst und die Muffen für die Eckverbindung einbringt. Zwei Kuka-Roboter erledigen wie von Zauberhand den Rest: Seitenteile zusammensetzen, verpressen und abstapeln, bevor sich die Aufsteckrahmen auf eine weite Reise begeben.
Dimter
Gegründet: 1959Geschäftsführer: Michael Holtmann
Standort: Illertissen/DE
Mitarbeiter: 200
Produkte: Hochleistungskappsägen, Plattenpressen, Mechanisierungen
Export: 90 % weltweit
Holliger Gruppe
Gründung: 1917Geschäftsführer: Robert Holliger
Mitarbeiter: 100 in der Gruppe
Hauptsitz: Boniswil/CH
Standorte: Villmergen/CH, Suhr/CH, Weinfelden/CH, Rafz/CH, Donaueschingen/DE
Produkte: Europaletten, Sonderpaletten, Aufsteckrahmen, Kisten, Verpackungen sowie Faltrahmen
Produktion: rund 600.000 Paletten pro Jahr, 65.000 Rahmen pro Jahr
Holzeinsatz: 40.000 m³/J
Export: 10 % nach Deutschland und Österreich


