

Angetan: Der Sägewerksleiter Igor Sitár (li.) zusammen mit dem stellvertretenden Produktionsleiter Matej Hulla. Vor allem die gesteigerte Ausbeute bei hohem Qualitätsstandard überzeugt das Team bei PRP © Fabian Pöschel
Gegenwärtig verarbeiten rund 300 Mitarbeiter 570.000 m³ Nadelrundholz zu Schnittholz. Schrittweise wird bei den Holz- und Logistik-Experten von PRP nicht nur modernisiert, sondern ebenfalls die Produktion erhöht. Waren es 2017 noch 430.000 m³, folgten in diesem Jahr 570.000 m³. Das Ziel für 2019 ist eine Erhöhung auf 630.000 m³. Mit einer konzerneigenen Lkw-Flotte aus 28 Fahrzeugen und einer Zuganbindung an das Werk ist PRP logistisch gut erschlossen. Die kontinuierliche Produktionssteigerung resultiert aus einem wohlüberlegten Modernisierungsprozess.
Im Holzkurier-Gespräch erzählt Igor Sitár, Werksleiter in Tomášovce, von der Entstehung des Standorts. Das Unternehmen wurde 1994 in der slowakischen Stadt Vel'ký Krtíš gegründet. Die sechs Eigentümer betrieben zunächst zwei Sägewerksstandorte. Um die Kapazitäten zu bündeln, entschied sich das Management, in einen großen Standort zu investieren. Von 2014 bis 2015 wurde das ehemalige Fabriksgelände für den Sägebetrieb hergerichtet. Man erneuerte die Produktionshalle und investierte zeitgleich in einen modernen Rundholzplatz. 2015 folgte der Produktionsstart.
Das nötige Fichten- und Tannen-Rundholz stammen hauptsächlich aus einem Umkreis von 70 km. PRP importiert ebenfalls kleinere Mengen Rundholz aus den Nachbarstaaten.
Mit der Linck-Installation haben wir nicht nur unsere Ausbeute optimiert, sondern außerdem die Produktionskapazität deutlich erhöht.
Modernisierung der Sägetechnologie
Erste Einheit der Linck Nachschnittanlage: der Spanereinzug EVP 45, der das Model je nach Form mittig zentriert oder diagonal ausgerichtet dem Spaner zuführt. © Fabian Pöschel
Um die Ausbeute weiter zu optimieren und die Sägekapazität zu erweitern, entschloss sich die Unternehmensleitung, die Sägetechnologie zu modernisieren. Hierzu ließ PRP eine neue Nachschnittanlage von Linck installieren. Die Herausforderung bestand vor allem in der Schnittstellenoptimierung zwischen der EWD-Vorschnitteinheit und dem Übergang zu der Linck-Nachschnitteinheit.
Der Nachschnittspaner VM 45 erzeugt das fertige Holzprisma © Fabian Pöschel
Beim Holzkurier-Lokalaugenschein gelang dies ohne Probleme. Die Experten aus dem Hause Linck, Oberkirch/DE, bedienten sich dazu hochmoderner Scanner-Technologie. Nach dem Vorschnitt vermisst eine Microtec-3D-Messung das Model. Die Linck-Optimierungssoftware ermittelt das optimale Schnittbild unter Verwendung der über eine Datenschnittstelle zur Verfügung gestellten zulässigen Dimensionen für Haupt- und Seitenware.
Spaner, Scanner, Profilierer

Die Horizontalkreissäge HKM 360 zur Erzeugung von Kreuzholz © Fabian Pöschel
Sitár ist zufrieden mit der Installation. Besonders die erreichte Kapazitätserhöhung sowie die qualitativ hochwertige Linck-Anlage sind für ihn überzeugende Argumente und bestätigen die Investition.
PRP verarbeitet Rundholz mit einer Durchmesserverteilung von 19 bis 53 cm. Während im Nachschnitt zunächst ein Spaner VM 45 das vierseitig geschnittene Prisma erzeugt, folgt anschließend eine zweite Vermessung mit einer Microtec-Scannereinheit. Mit deren Daten wird das Schnittbild reoptimiert. Für jedes Model kann so ein individuelles Schnittbild generiert werden.

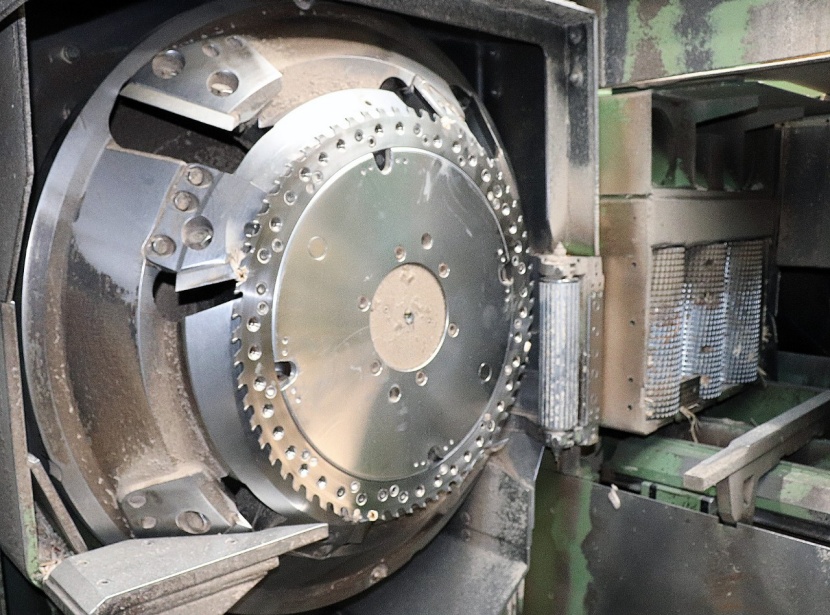
Herzstück: Das Sägeaggregat CSMK 325 erzeugt in einem Arbeitsschritt Haupt- und Seitenware. Mit sechs Achsen bietet sie maximale Flexibilität beim Einschnitt © Fabian Pöschel
Dazu ermittelt das Optimierungsprogramm die optimale Stärke und Breite der Seitenware sowie deren Lage. Die erlaubten Dimensionen werden dabei einer durch den Anwender editierbaren Tabelle entnommen, worin auch die Wertigkeit hinterlegt ist. Zusätzliche Daten, wie beispielsweise der Waldkantenanteil und Kürzungslängen, werden ebenfalls zur Dimensionsfestlegung herangezogen. Das Ergebnis ist die wertoptimierte Seitenware.
Selbstverständlich können die Seitenbretter rechts und links unterschiedliche Dimensionen aufweisen und auch in der Anzahl abweichen.
Zwei Profilieraggregate in Kombination mit einem doppelwelligen 6-Achs-Kreissägeaggregat erzeugen die Haupt- und Seitenware. Der nachfolgende Transporteur separiert die Seitenbretter von der Hauptware. Als letzte Einschnittmaschine ist eine Horizontalkreissäge installiert, womit bei Bedarf Kreuzholz oder Rahmenhölzer produziert werden können.
Zukünftige Investitionen
Das erzeugte Schnittholz übernimmt die ebenfalls neu installierte Mechanisierung von Drevostroj, Ckyne/CZ. Trockenkammern von Katres, Rícany u Prahy/CZ, bieten Platz für das Schnittholz. Mithilfe von Weinig-Hobelmaschinen, Tauberbischofsheim/DE, erfolgt die Erzeugung von Profilbrettern und gehobelter Schnittholzware.
Wie Sitár auf dem Produktionsrundgang verrät, sei das Investitionsprogramm der slowakischen Holzexperten noch lange nicht abgeschlossen. Das Unternehmen plane in den nächsten Investitionsphasen die Erneuerung des Rundholzplatzes, die Modernisierung der Vorschnitteinheit, die Investition in eine neue Sägewerksentsorgung und diverse Weiterentwicklung in der Schnittholzweiterverarbeitung.
PRP
- Gegründet: 1994
- Sägewerksstandort: Tomásovce/SK
- Sägewerksleitung: Igor Sitár
- Mitarbeiter: 300
- Produktion (2018): 570.000 m³
- Holzarten: Fichte und Tanne
- Einkaufsradius: 70 km
- Rundholzimport: geringfügig aus den Anrainerstaaten
- Produkte: Nadelschnittholz, Hobelware, Sägemehl für lokale Pelletsproduzenten


