

600?t im Monat: Schrauben werden aus Stahldraht gefertigt - je nach Anwendung handelt es sich um härtbaren Stahl oder Edelstahl © Michael Reitberger
Um jederzeit so schnell als möglich auf außertourliche Kundenaufträge reagieren zu können, wird das Lager nicht auftragsbezogen geführt, sondern konstant auf hohem Bestand gehalten. Durchschnittlich 600 t Stahl verbrauche die Fabrik im Monat, gibt der Gastgeber und Leiter des Produktmanagements bei Heco Schrauben, Andreas Hettich, an. Er gehört als einer von vier Brüdern zur Geschäftsleitung und kennt den Betrieb seit seiner Kindheit. „Die nächste Generation ist bereits am Start“, informiert Hettich, dem die Philosophie des familiengeführten Unternehmens sehr am Herzen liegt.
Marke mit Tradition

Stark auch in Österreich: Produktmanagement-Leiter Andreas Hettich (li.) und Vertriebsleiter Frank Steinke bedienen über den Fachhandel österreichische Kunden und bieten einschlägige Produktschulungen im eigenen Hause an © Michael Reitberger
Mit Innovation zum Fortschritt

Streng geheim ist dieser Produktionsschritt, bei dem den Rohlingen zwischen zwei Walzenbacken die Gewinde aufgedreht werden © Michael Reitberger
Vom Rohling zur fertigen Schraube
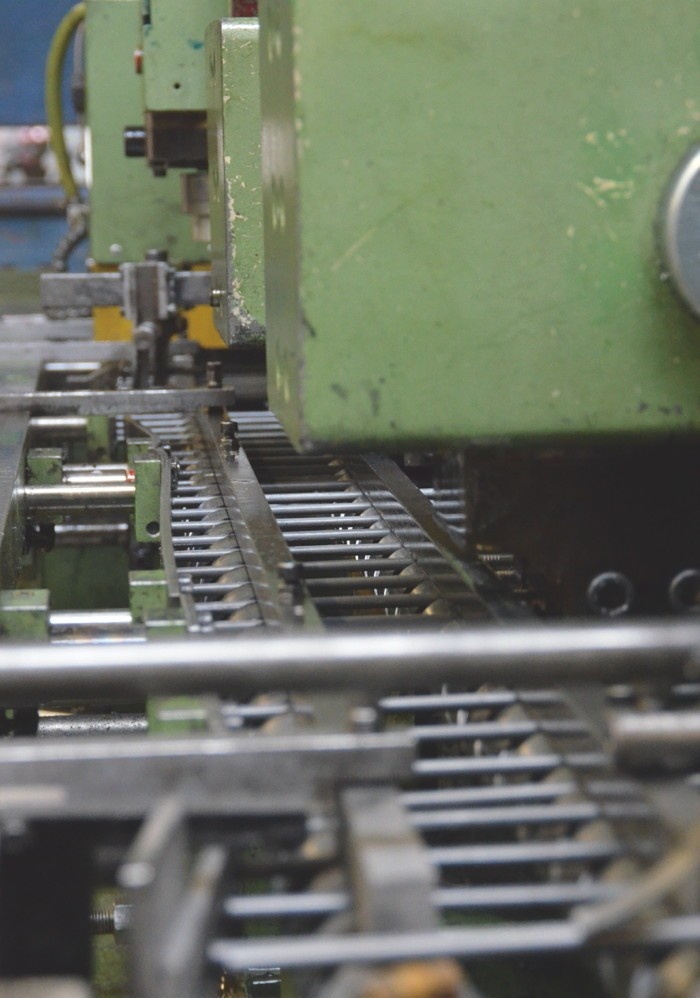
Mit dem Kopf voran: nach dem Ablängen des Drahtes presst diese Maschine jeweils ein Ende der Rohlinge zu einem Schraubenkopf © Michael Reitberger
Nur gute Ware darf raus

In Reih" und Glied: Das Sortiment Hecos umfasst 3000 Schrauben verschiedener Art oder Dimension - auf einen reibungslosen Ablauf der internen Logistik muss in den aufgeräumten Lagern daher besonderer Wert gelegt werden © Michael Reitberger
Das gut machen, was man kann

Qualität zählt: Bei Heco achtet man auf laufende und lückenlose Qualitätssicherung - Vickers-Härteprüfungen (Bild) und Tests zum Einschraubdrehmoment der Schrauben gehören zum Standardrepertoire der eigenen Abteilung © Michael Reitberger



